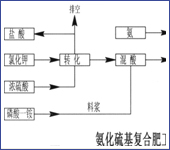
挤压造粒机在化肥行业复合肥料成型工艺中,通过物理挤压实现粉体物料的团聚成型,无需添加粘结剂,适用于氮磷钾等多元素复合肥的规模化生产。工艺流程主要包括原料预处理、混合、挤压成型、破碎筛分及冷却干燥环节,各环节协同作用以保障颗粒产品的物理性能与养分均匀性。
原料预处理阶段需对基础肥料粉体进行粉碎与细度调节,确保物料粒径分布符合挤压要求,避免因颗粒过大导致模具堵塞或成型密度不均。混合工序通过连续式搅拌设备将多种基础肥与调理剂均匀混合,控制物料含水率在适宜范围,水分过高易造成挤压时粘模,过低则影响颗粒强度。挤压成型是核心环节,混合后的物料经喂料系统进入挤压腔,通过螺杆输送与压缩作用被强制压入模具孔,形成柱状或片状初坯,模孔尺寸与形状直接决定颗粒初始形态。
初坯经破碎筛分设备分离出符合粒径要求的颗粒,过大颗粒返回破碎工序循环处理,细粉则重新进入混合系统。筛分后的湿颗粒需通过冷却干燥设备降低温度与水分,防止储存过程中吸潮结块,同时提升颗粒硬度。工艺控制重点包括挤压压力与螺杆转速的匹配,压力不足会导致颗粒松散易碎,过高则增加能耗并加剧设备磨损;此外,模具材质的耐磨性与孔道光滑度对成型效率和颗粒表面光洁度影响显著。
该工艺具有流程短、能耗低、养分损失少等优势,可灵活调整原料配比生产不同养分含量的复合肥,满足农业多样化需求。实际应用中需根据物料特性优化工艺参数,如调整喂料速率与模具开孔率,以平衡生产效率与产品质量,同时通过定期清理模具与维护挤压部件,确保设备长期稳定运行。 |